一、产品介绍
MK-RH-2010型综采乳化液配水处理站是根据煤炭科学研究总院技术创新项目'综采工作面给水处理技术与成套设备开发'研究成果,针对煤矿井下乳化液配制用水矿化度(含盐量)高,尤其是硫酸根、氯离子、硬度高的情况,采用国际成熟技术研发的一体化水处理站。核心部件采用进口水处理元件、无电源控制器,配合自主研制的预处理设备,处理效果理想,运行稳定可靠;整机仅需水源及气源,无安全隐患,适合煤矿井下生产环境。该设备外壳结构采用优质碳钢或不锈钢,底部设置平移滑跷;过水部件采用不锈钢、优质UPVC塑料、玻璃钢等材料,消除了二次污染。整体结构坚固耐用、安全可靠、移动方便、操作简便。

二、应用范围
可应用于煤矿井下采煤、掘进工作面,对乳化液配制用水进行处理,降低水中的矿化度(含盐量)、硬度和各种离子,改善乳化效果,减少水质结垢、堵塞,从而减少乳化液泵站、排架阀组、千斤顶、支柱等的故障,提高生产效率。也可用于处理矿用水冷设备的冷却水,减少冷却水套结垢,腐蚀,堵塞等。
三、产品特点
1、工艺成熟、运行稳定可靠、故障率极低,适合煤矿井下工作环境。
2、安装维护简便,体积小,动力机车改造难度小。
3、无电力消耗,安全程度高,适合煤矿安全需要。
4、环保无污染,无危害工作人员身体健康的药剂及排放物。
四、规格型号
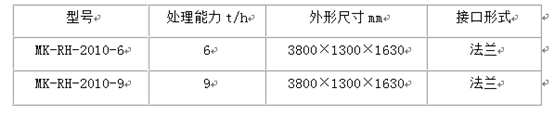
若客户在水量、体积等方面有特殊要求,欢迎与我们沟通。
五、订货须知
1、订货前需提供详尽的拟用工作面供水压力、流量以及水质分析报告(可来电索取水质分析项目列表),以保证水处理站稳定可靠运行。
2、供水压力要求在0. 3Mpa~4.0Mpa之间,相对稳定,工作压力变化率小于5%,若压力等级及波动较大,订货时需要特别说明。
